在超声波塑料焊接中,有一个看似微小却至关重要的结构——导能筋。它虽不起眼,却直接决定了焊接效果的成败。今天,我们就用几分钟,一起读懂这个“能量传递的桥梁”。
导能筋,通常也称为“能量导向器”,是设计在塑料焊接面上的一道微小三角形凸起结构,常见于上下两个待焊接零件中的一个。
你可以把它理解为焊接界面上的 “引路人”——它的存在,是为了引导超声波能量集中作用于特定区域,从而快速、有效地完成熔接。
在实际应用中,导能筋常见于各种塑料产品的焊接部位,比如汽车车灯外壳的焊接界面、家用电器按钮的内侧结构,或是电器接头的密封。



导能筋应用场景
要理解导能筋的工作原理,我们可以用一个生动的比喻:它就像一根“火柴”。
在超声波振动摩擦的作用下,导能筋的三角形尖端会率先产生热量并熔化。这个熔化过程非常迅速,就像火柴被点燃一样。随后,熔化后的塑料材料会均匀填充整个焊接区域,在压力的作用下与另一侧零件完美融合,冷却后形成牢固的分子级连接。
具体来说,这个过程可以分为三个关键步骤:
首先是能量集中,三角形结构将振动能量聚焦在尖端;接着是快速熔化,尖端材料迅速转变为熔融状态;最后是填充成型,熔融材料在压力下充分填充焊缝,形成牢固的结合。
导能筋的设计质量,直接关系到焊接强度的三个关键方面:
强度不足
当导能筋体积过小或高度不足时,熔化的塑料量不够,无法填满整个焊接区域,容易导致虚焊或弱连接的问题。
溢料超标
如果导能筋体积过大,产生的熔化材料过多,就会被挤压出焊缝形成溢料(也称飞边),这不仅影响产品外观,还可能污染设备或内部结构。
焊接不均
当导能筋分布不合理时,会导致能量分布不均,造成部分区域过度焊接,而部分区域焊接不足,最终导致焊接强度不稳定。
一个出色的导能筋设计,需要综合考虑多个因素:
形状与角度是首要考虑因素,通常采用60°或90°的三角形设计,具体角度需要根据材料特性来选择。
尺寸精度同样重要,高度一般建议在0.3-0.8mm之间,具体数值取决于零件尺寸和材料特性。
布局的合理性也不容忽视,需要沿焊接面均匀分布。
最后还要考虑材料匹配问题,不同塑料的熔化特性各不相同,导能筋设计也需要做出相应调整。
作为国内超声波技术领域的上市龙头企业,骄成超声始终致力于为行业提供高性能、高稳定性的焊接解决方案。
 骄成超声新总部效果图
骄成超声新总部效果图
我们的超声波塑料焊接设备凭借振幅稳定控制、智能频率追踪、多段能量输出等先进技术,在汽车零部件、医疗耗材、消费电子等领域广泛应用,已成功实现对必能信、海尔曼、泰索迡克等欧美进口品牌的技术替代与市场覆盖。
在导能筋设计与焊接工艺优化方面,骄成技术团队积累了丰富的实战经验,能够为客户提供从结构分析、工艺调试到设备选型的全流程技术支持。
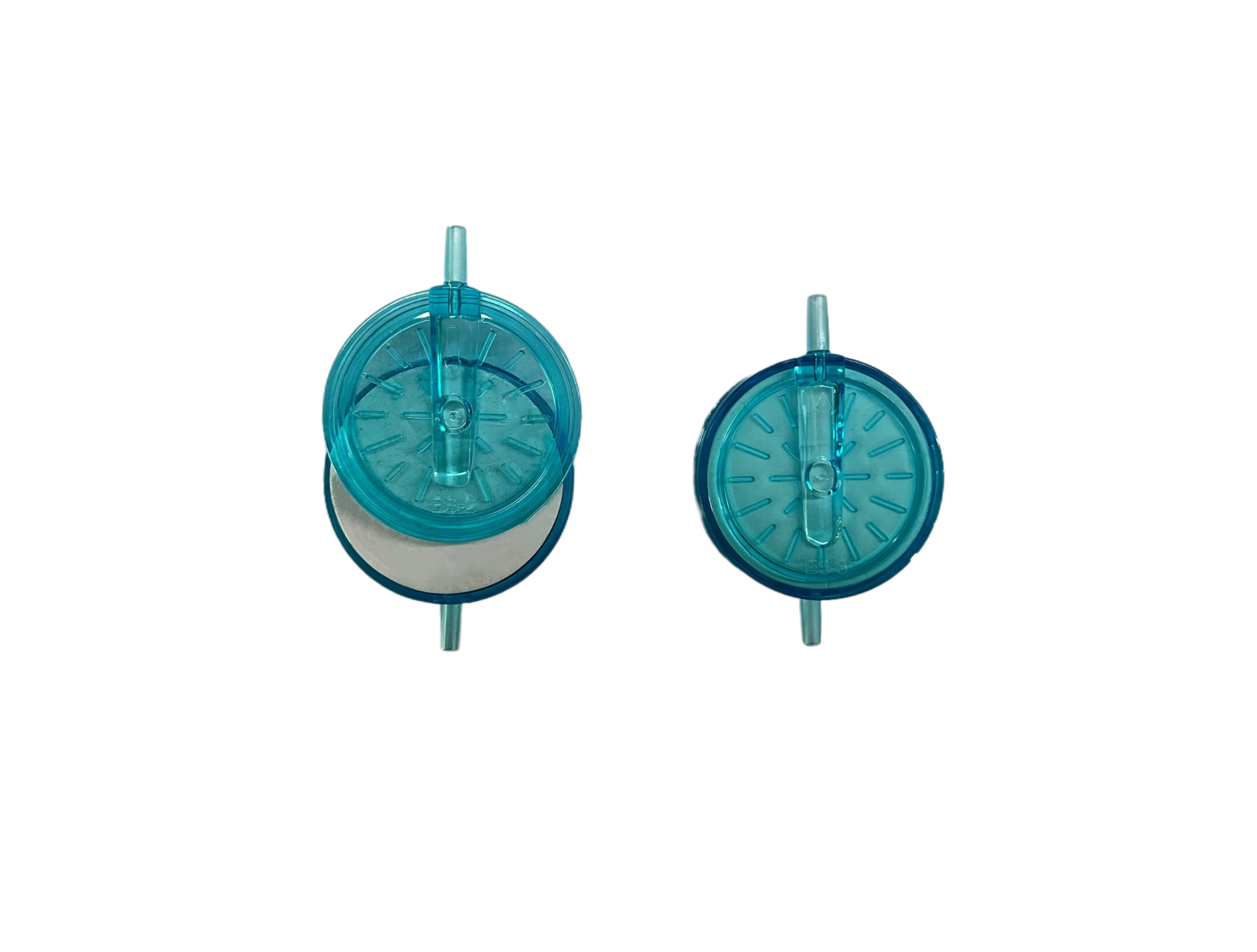
塑焊样品
导能筋虽小,却在焊接工艺中发挥着"四两拨千斤"的关键作用。一个合理的设计,不仅能显著提升焊接强度和生产一致性,还能有效降低能耗、提高生产效率。
如果您正在为导能筋设计或焊接强度问题而困扰,欢迎联系骄成超声技术团队。我们提供从结构设计、工艺调试到设备选型的全流程专业技术支持,助力您攻克每一个技术细节,实现完美的焊接效果。
我们愿以专业的技术能力和丰富的行业经验,为您的每一个焊接项目提供可靠保障,共同打造更优质的产品。
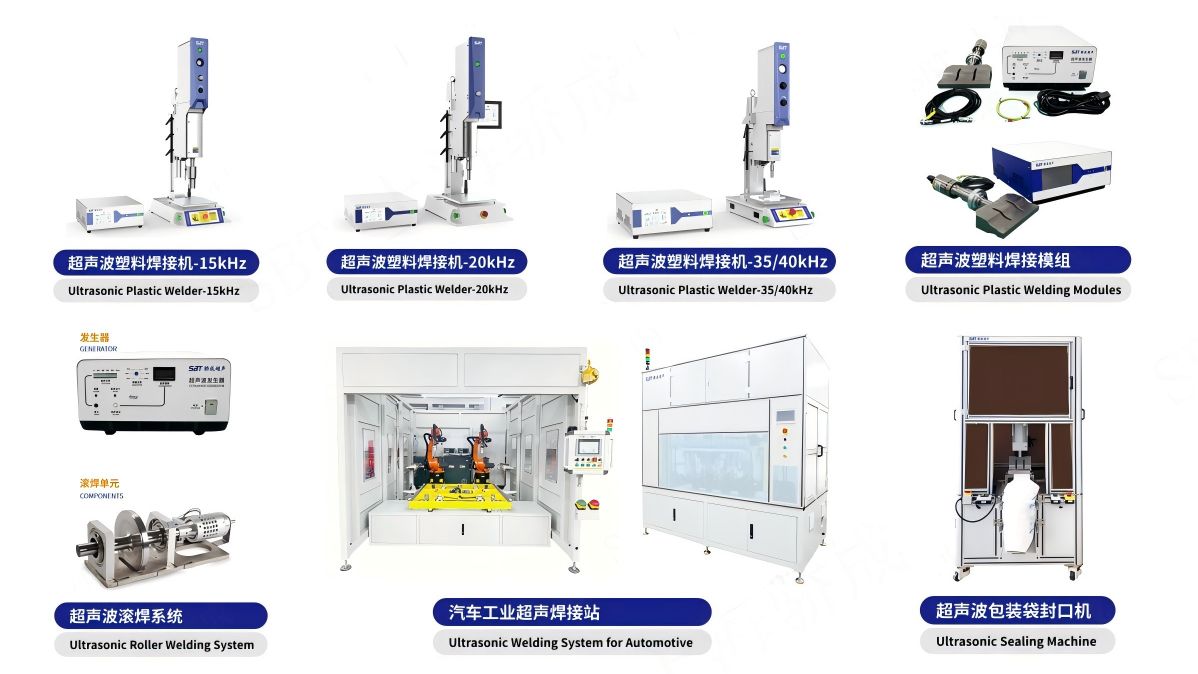
骄成超声塑焊系列产品
 沪公网安备 31011202013830号
沪公网安备 31011202013830号
 英文
英文

 400-888-0829
400-888-0829








