随着新能源汽车的普及,续航公里数越来越高,那么汽车的神经元之一--高压线束的加工技术同样备受关注,相信大家最关心的还是高压线束的压接工艺,究竟是超声波焊接技术更好还是传统压接好?他们的区别在哪里?

那么我们首先来说一下超声波金属焊接原理:
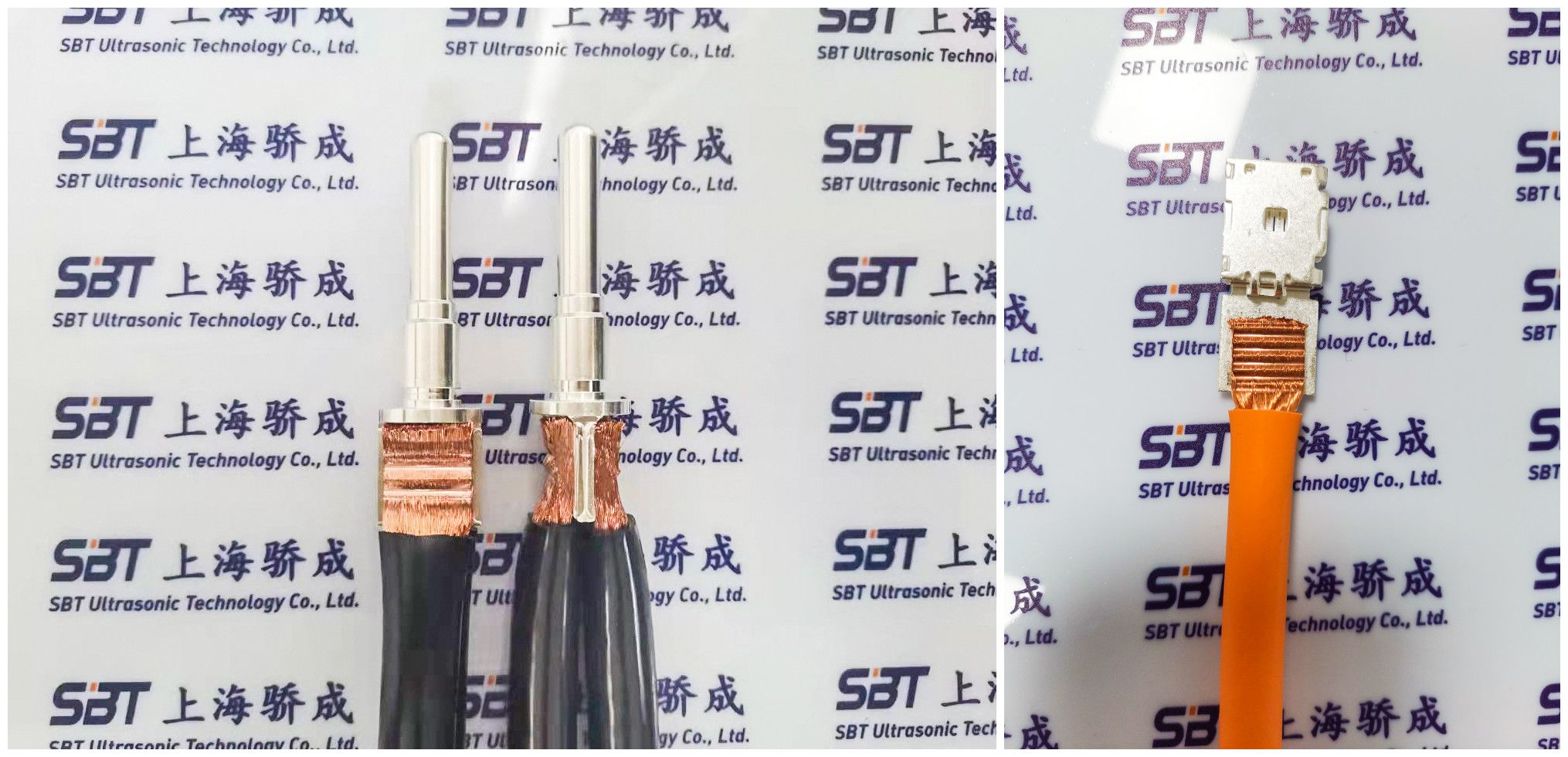
超声波金属焊接是一种由电能转换成机械能处理的过程,在焊接过程中,没有电流在被焊件中流过,也无如激光、电焊模式的破坏分子形式产生,由于超声焊接不破坏产品分子,通过高频振动使产品分子链融合,所以强度接近于产品本身,不会有电阻率与热传导等问题,因此对于有色金属材料来说,是一种比较理想的金属焊接技术,对于不同厚度、不同材质的金属板材和线束线缆,进行有效地焊接压接,且焊接面美观。
超声波金属焊接优缺点:
超声波金属焊接的优点:熔合强度高接近产品本身、不破坏产品分子导电性好、焊接时间快速、节能不需要第三方助剂、无火花、接近冷态加工等优势;缺点:超声波金属焊接对材料有要求,需要高纯度的金属才能焊接,厚度不能太厚,一般小于或等于3mm²,线径平方不超过120mm²。实际需要根据焊接要求、拉力、电阻、断面压缩率等定制专属焊接系统。
超声波焊接与压接技术对比通常主要以下几个方面:
| 对比项目 | 压接 | 超声波焊接 |
| 原理 | 塑性变形 | 金属分子晶格结构重组 |
| (以70mm²的线+端子为例)初态电阻 | 塑性变形10-20μΩ,是独立铜线丝,铜丝表面存在氧化膜,一直存在膜电阻 | 刺穿表面氧化膜1-3μΩ |
| (以70mm²的线+端子为例)拉力 | 小,且持续下降 1229N,压接拉力不够 | 大,且长期稳定 标准值2400N,实际4000N+ |
| 循环稳定性(拉力/电阻) | 在整个生命周期中内一直存在塑性变形 压接极限:2000-3000次热循环后电阻就会出现拐点,电阻升高(铜线线丝变细变长变松=>一次性热胀冷缩=>一次压接) | 一体化结构稳定 热循环后10000次,没有出现明显变化 |
| 量产要求及容差能力、尺寸、材料影响 | 容差能力小,延展性微小差异严重影响压接一致性,材料特性影响材料的延展性,压接套尺寸要求高,铜丝丝径变形尺寸公差影响压接质量大 | 容差能力大-线丝线径容差能力大,材料特性微小变化对焊接没有影响,端子尺寸公差要求可以忽略不计 |
| 长期外力震动作用下的稳定性测试) | 电阻/拉力不稳定-电阻持续上升,拉力会持续下降,在长期受到外力和震动下,压接面铜线线丝变松变长变细 | 电阻/拉力稳定 几乎没有影响 |
| 工艺适用线材范围 | 50mm²以上的不适合压接,常规0.25mm²-35mm² | 焊接线径范围更广 1mm²-25mm²,8mm²-35mm², 35mm²-70mm² 50mm²-120mm² |
| 工艺适用范围 | 只能压接同种材质:板材与板材不可压接;线材与线材的压接必须通过压接套;适用范围小 | 不同材质:铝与铝,铝与铜,铜与铜,铜镀镍,铜镀银,铜镀金 |
关于骄成:
上海骄成超声波技术股份有限公司专注超声波金属焊接,超声波线束端子焊接,IGBT模块超声波焊接、超声波焊接质量在线检测等超声波应用。成立于2007年,注册资金6150万,上海、无锡工厂面积2万余平,在全国多地设有分支机构或办事处。技术研发团队主要以交大博士、硕士为技术核心,荣获上海高新技术企业,上海科技小巨人企业、2020年再次获得专精特新、2019年被利评为上海市专利工作试点企业、研发机构等多项荣誉,目前有效授权知识产权超过100项。是一家快速发展的高新技术企业。具有从整套超声波发生器、换能器、调幅器、焊头工具等相关装备研发设计、生产销售一体的能力。
上海骄成超声波技术股份有限公司
电话:021-34668758
官网:www.sbt-sh.com
新地址:上海市闵行区沧源路1488号2幢
(毗邻上海交通大学闵行校区)

 沪公网安备 31011202013830号
沪公网安备 31011202013830号
 英文
英文

 400-888-0829
400-888-0829








